【200L真空溶解槽】
| 材質 |
ー |
| 寸法 |
ー |
| 設計圧力 |
ー |
| 仕上げ |
ー |
| 適用法規 |
ー |

軸封部に日東高圧の磁気カップリングを使用します。

納入時に分解組立ての手順を解説して頂きました。
立会い検査の様子です。

絶対真空に近い状態で使用する為、真空のテストを行います。
詳細
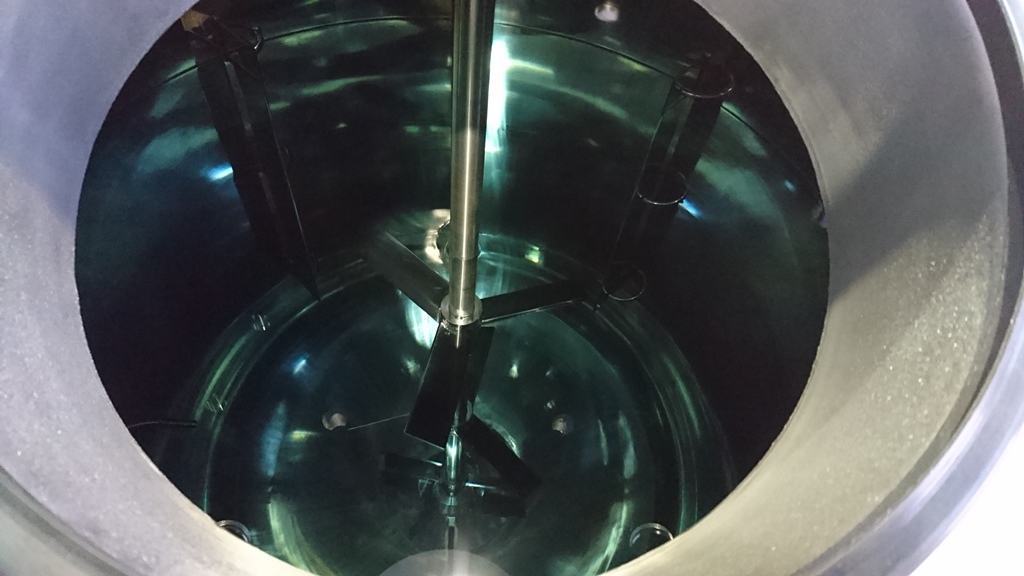
【300Lタンク・撹拌機】
| 材質 |
ー |
| 寸法 |
ー |
| 設計圧力 |
ー |
| 仕上げ |
ー |
| 適用法規 |
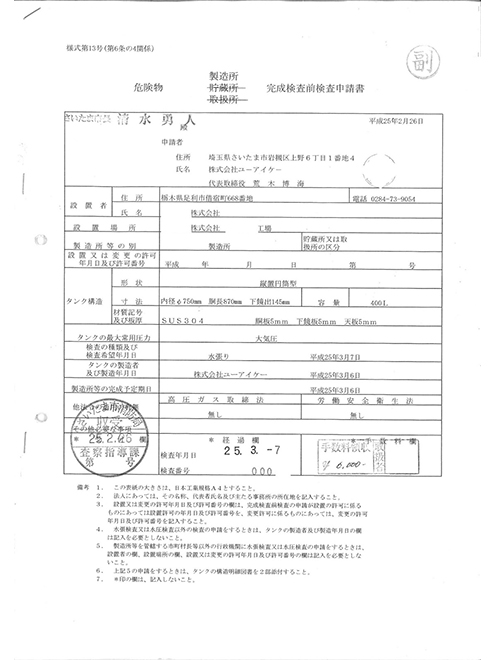
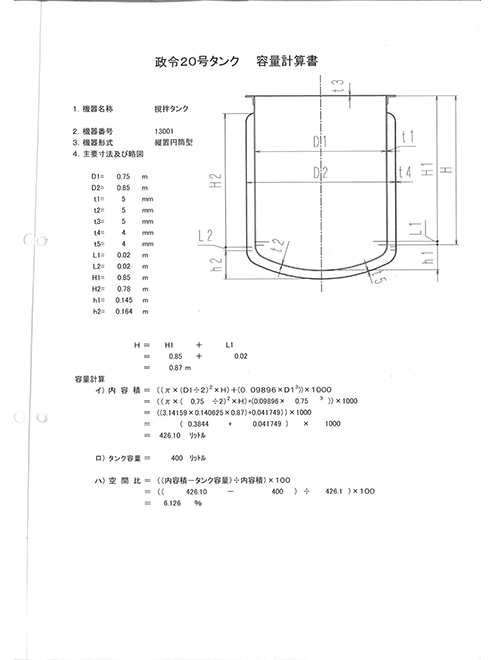
消防法 政令20号タンク |
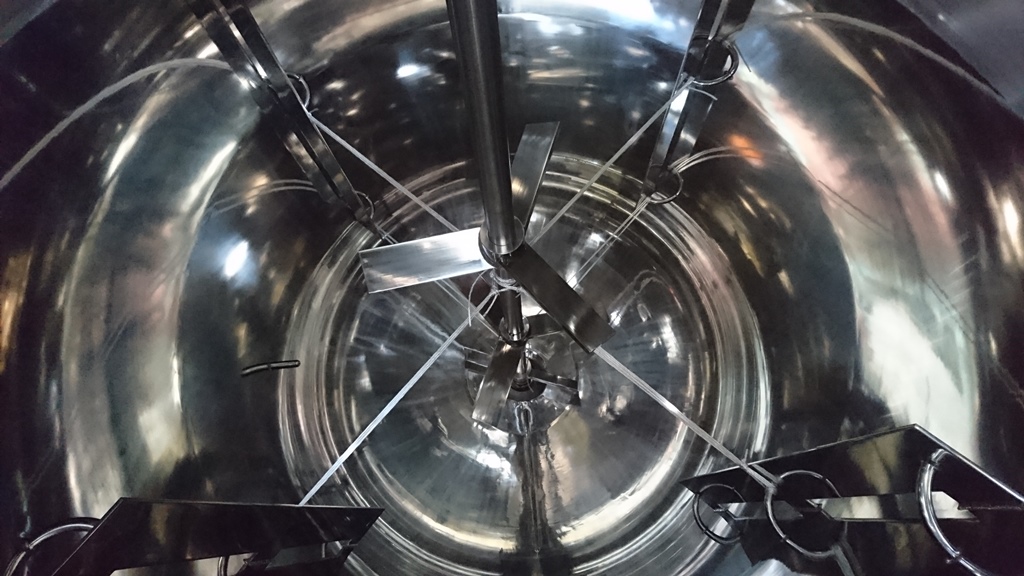
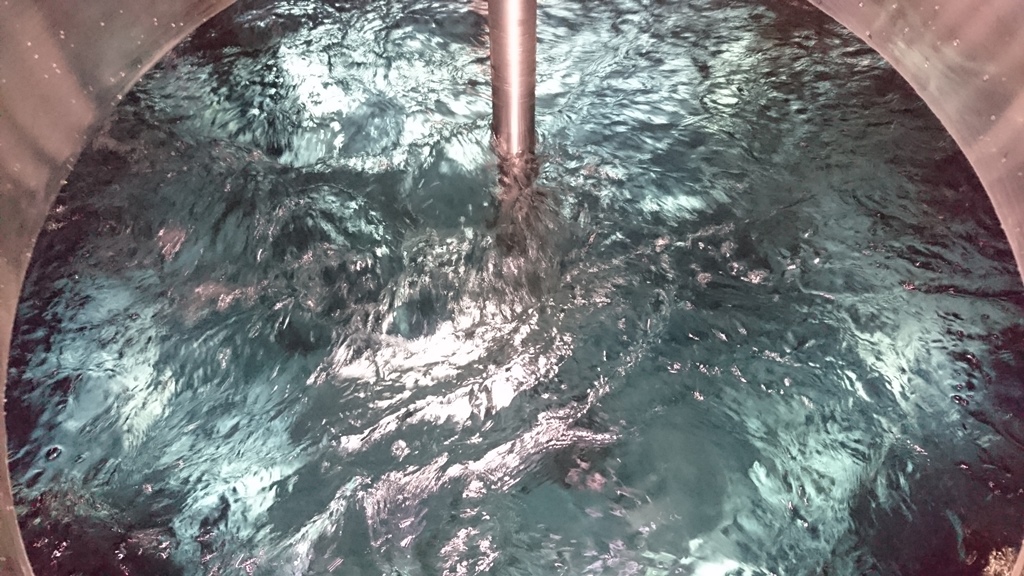
300L撹拌機付ステンレスタンクです。
ジャケット付、消防法20号タンクです。群馬県太田市の自動車の部品を製造している会社に納入します。ウレタンの原料などに使われるそうです。
ミルシート整理中です。これはSUS304ですが、ハステロイc-276、c-22といった特殊な材質の場合は、ミルシートの提出が必須です。

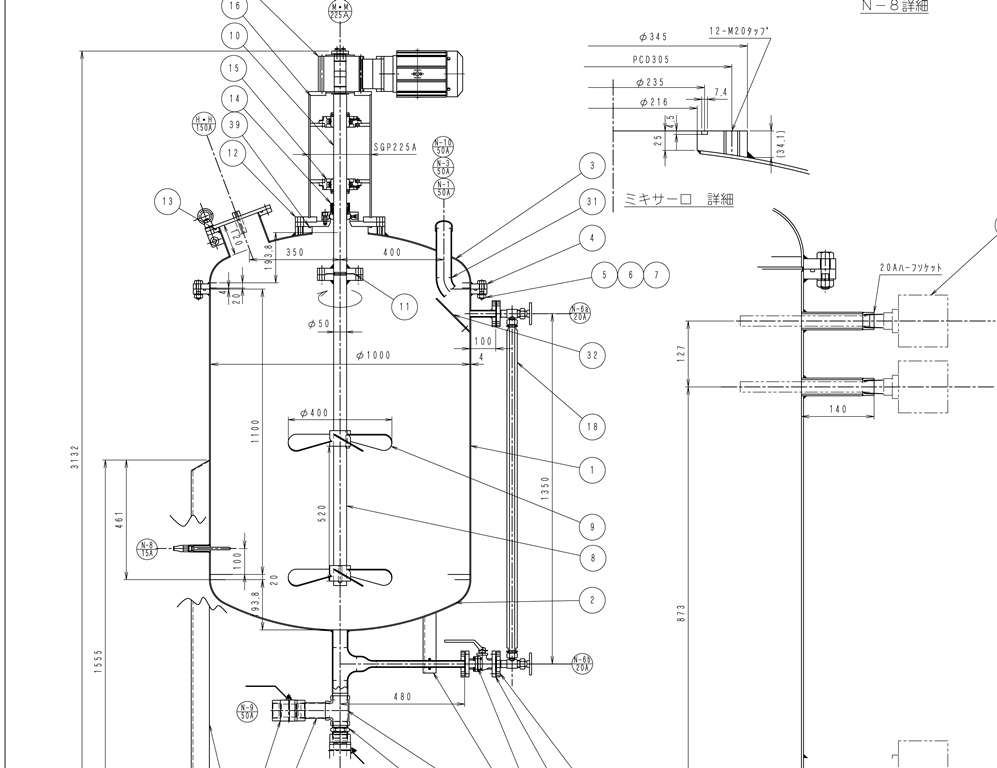
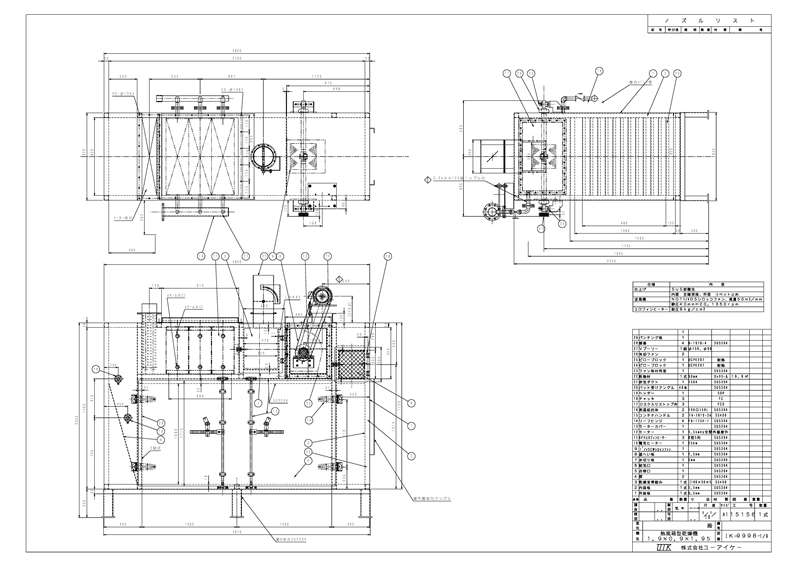
【6000L撹拌機付タンク】
| 材質 |
SS400 |
| 寸法 |
内径φ1900×全高5500 |
| 設計圧力 |
ー |
| 仕上げ |
ー |
| 使用温度 |
ー |
| 適用法規 |
政令20号タンク |
詳細

【FRP3000Lタンク・SS400】
| 材質 |
SS400 |
| 寸法 |
内径φ1900×全高5500 |
| 設計圧力 |
ー |
| 仕上げ |
ー |
| 適用法規 |
政令20号タンク |
FRP3000Lタンク・SS400+ゴムライニング攪拌羽根の製造工程です。ステンレスのタンクでは一式の製造を行っておりますが、今回はタンクはFRPですので、架台・攪拌機のみ自社製造です。
攪拌翼・シャフトのベースはSS400です。基本的に作り方は変わりませんが、ライニングがかかるので、角部r仕上げなど注意すべき点があります。

減速機架台です。仕上げの寸法精度が甘いと、軸振れやガタツキの原因になります。溶接⇒機械加工⇒溶接⇒機械加工と、溶接時の歪みを考慮し、少しずつ仕上げていきます。最終的に同芯で旋盤加工をして仕上げます。
攪拌翼のライニングが終わりました。
全体に硬質ゴム、先端のみ軟質ゴムをライニングしています。 納期がほとんど無くなってしまいましたが、倉橋護謨さんに特急で仕上げて頂きました。
減速機と架台、ベースのチャンネルを組み込んで、客先工場まで運びます。
FRPのタンクは外注です。現地で待ち合わせて、寸法などが間違いないのを確認し、組み立てます。ユニック車で吊りながら起こしています。
弊社の攪拌機は、空転厳禁ではない設計にしているので、作業現場や条件によってはとても人気があります。インバータ仕様や、テフロン・FRPのライニングなど、もちろんステンレス(SUS304・SUS316)やチタンなども対応可能です。お気軽にご相談ください。

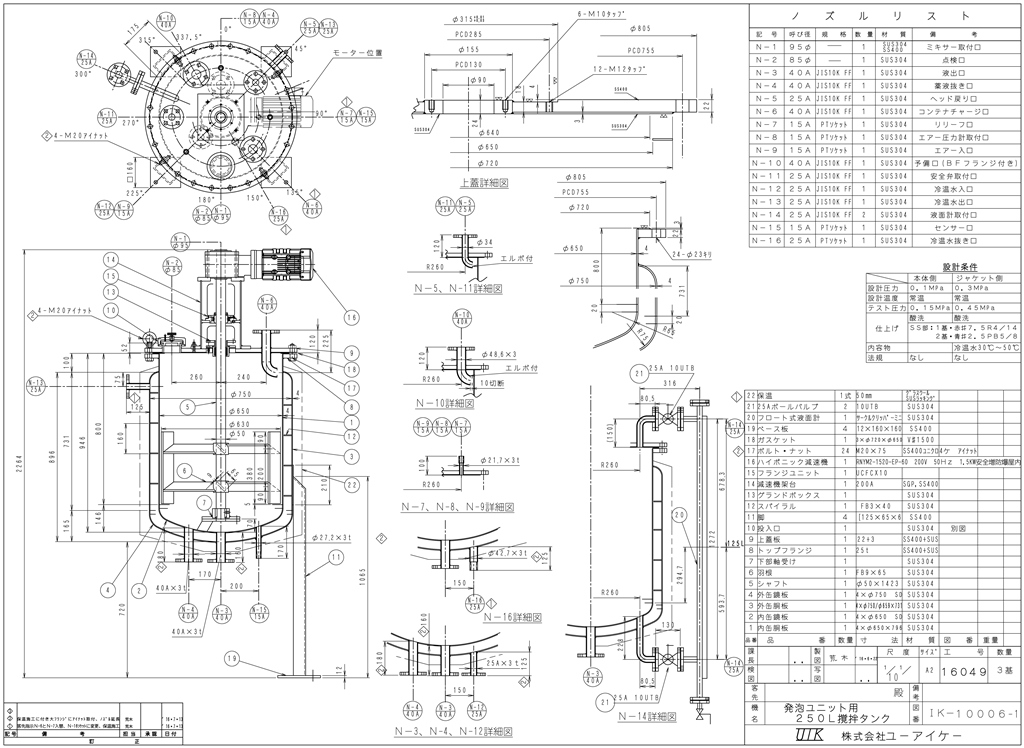
【250Lジャケット付撹拌タンク】
| 材質 |
内缶:SUS304 その他:SS400 |
| 寸法 |
ー |
| 設計圧力 |
内缶:0.1Mpa 外缶:0.3Mpa |
| 仕上げ |
ー |
| モーター |
1.5kw ハイポニック減速機 |
| 適用法規 |
ー |
詳細


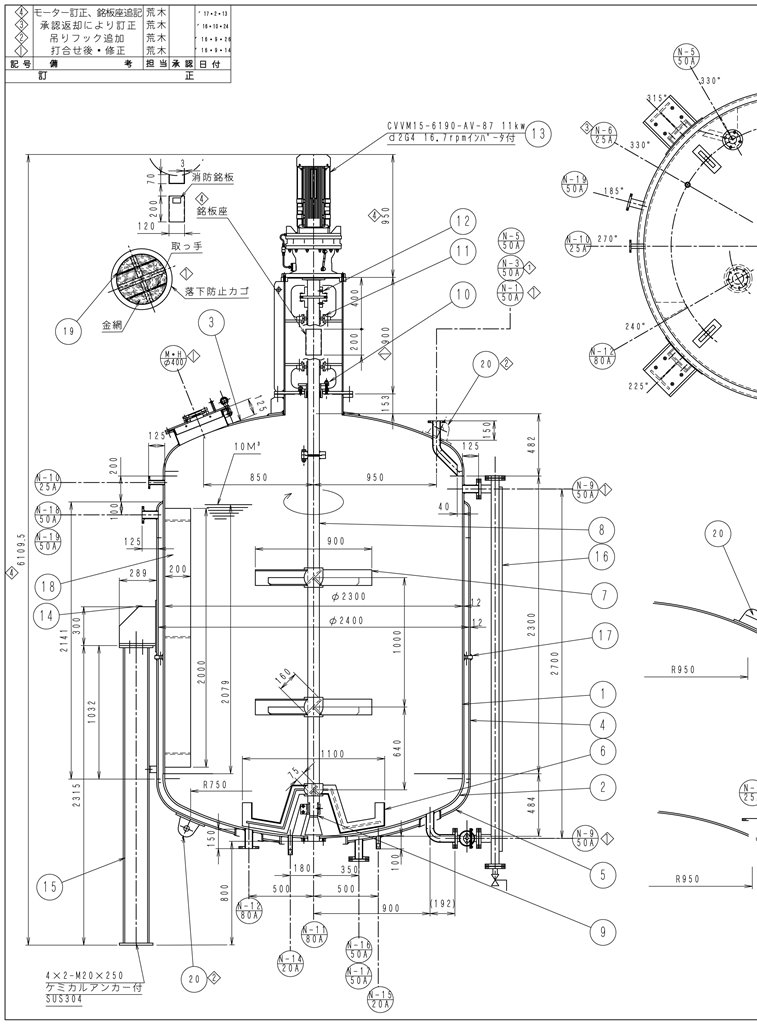
【10000Lジャケット・撹拌機付タンク】
| 材質 |
SS400 |
| 寸法 |
内径φ2300×全高6000 |
| 設計圧力 |
ー |
| 仕上げ |
ー |
| 使用温度 |
ー |
| 適用法規 |
政令20号タンク |
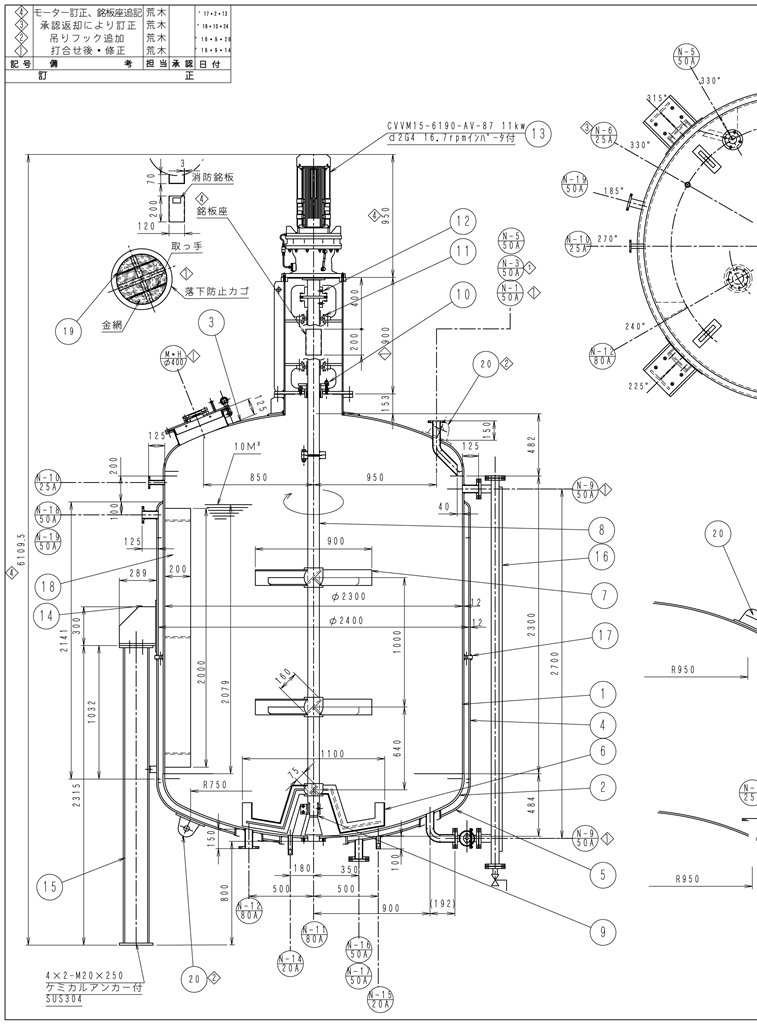
詳細

【食品工場用・ジャケット付ステンレス釜】
| 材質 |
ー |
| 寸法 |
ー |
| 設計圧力 |
ー |
| 仕上げ |
ー |
| モーター |
ー |
| 適用法規 |
ー |
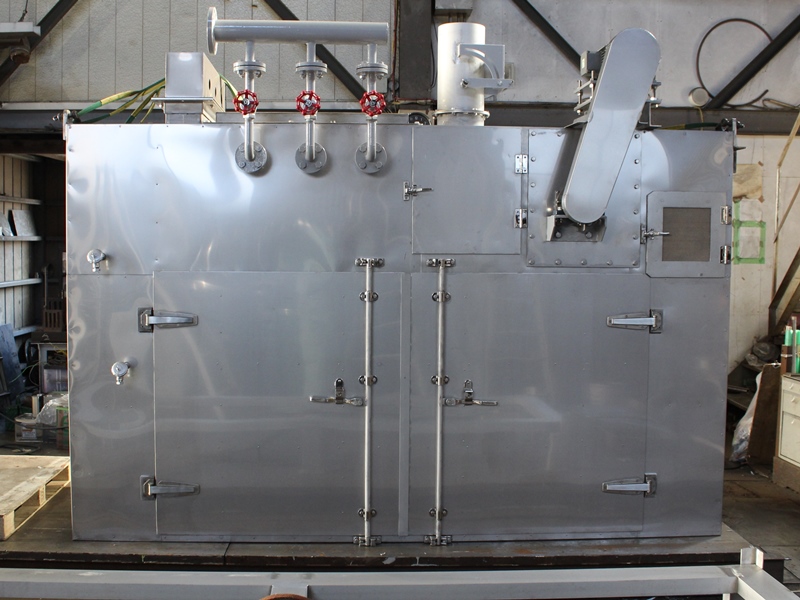
食品工場のお客様より、タンクをご発注頂きました。
ジャケット式の2重構造で、蒸気を使い内容物の加熱を行います。
内面バフ研磨#400施工致しました。
蒸気を使用して加熱する場合は、溶接部分に負荷がかかる為、特に注意が必要です。
詳細

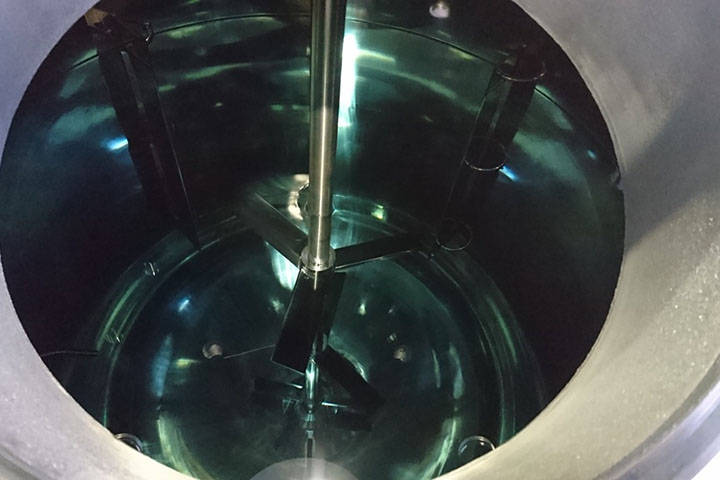
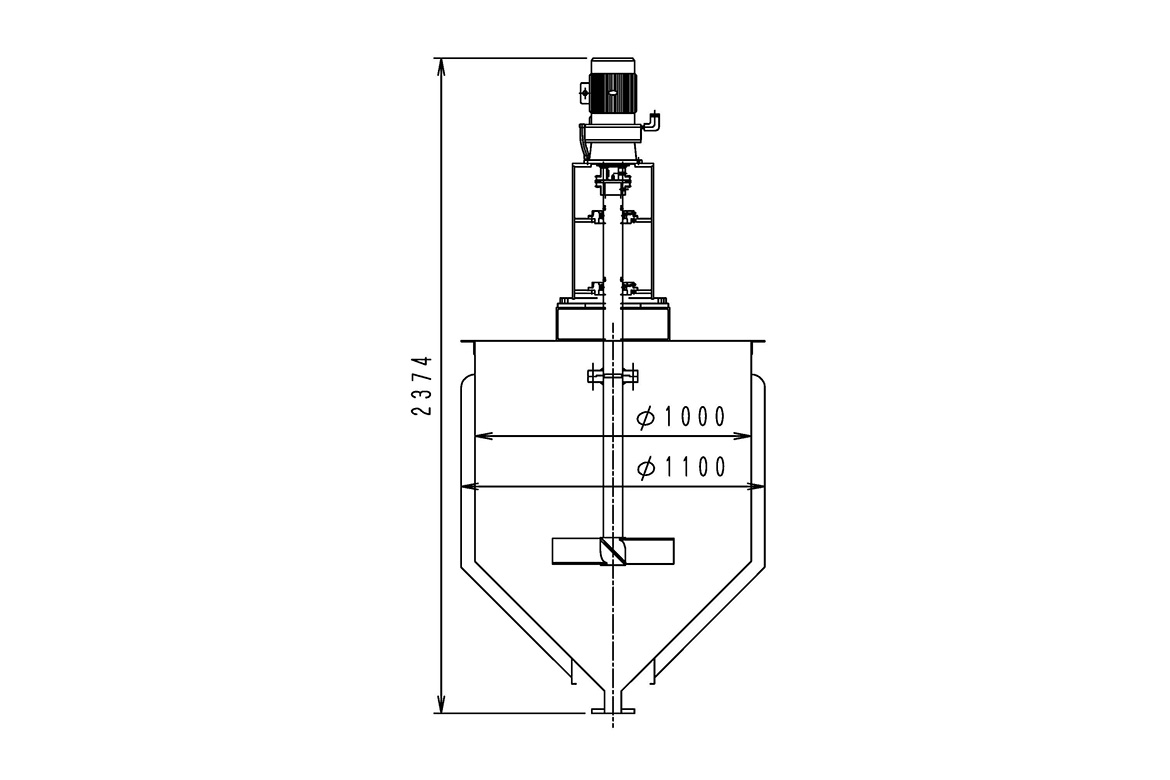
【エムレボ・真空撹拌ユニット】
| 材質 |
― |
| 耐圧 |
-0.1Mpa |
| 撹拌子 |
エムレボφ48×シャフトφ8 |
| 推奨回転数 |
600rpm |
| 軸封 |
メカニカルシール |
| モーター |
オリエンタルモーター40W、コントロールユニット付 |
モーター、メカニカルシール、撹拌機(エムレボ)が一式のユニットです。
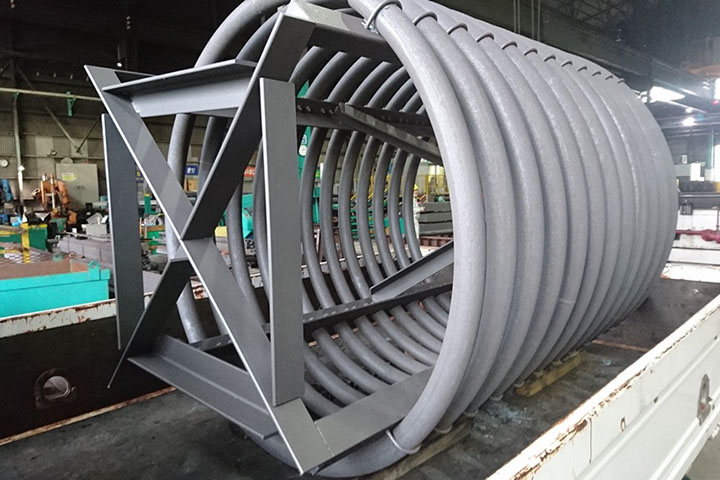
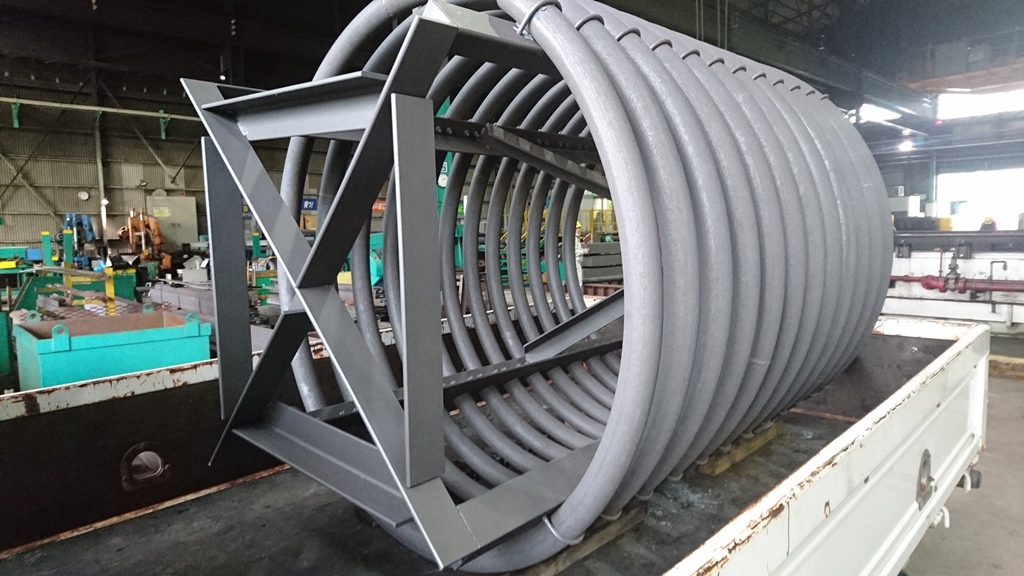
【コールドトラップ(シェル&チューブ・コンデンサー)】
構造はシェル&チューブのコンデンサー(熱交換器)と、同じです。タンクの上部などに設置し、上がってきた蒸気を冷やし液体にして戻す、又は別の箇所に移動させる、という使い方をします。

ALLステンレス(SUS304)、サイズはシェル=400A、チューブ=15A、全長約1mです。伝熱面積8m3(平米)です。中間に伸縮継手があります。熱膨張を吸収する為です。フランジ、パイプ、伸縮継手を溶接し、チューブを一本一本入れていきます。

拡管しています。甲板にグルーヴィング溝加工をして拡管のみで、仕上げる場合があります。

拡管後に溶接するケースもあります。写真は溶接で仕上げます。
垂直に設置するタイプですので、液だまりを少なくする為に、チューブ先端に切欠きを入れます。
耐圧テスト、寸法検査、外観検査、お客様の立ち合い検査も終了し、納品です。
詳細
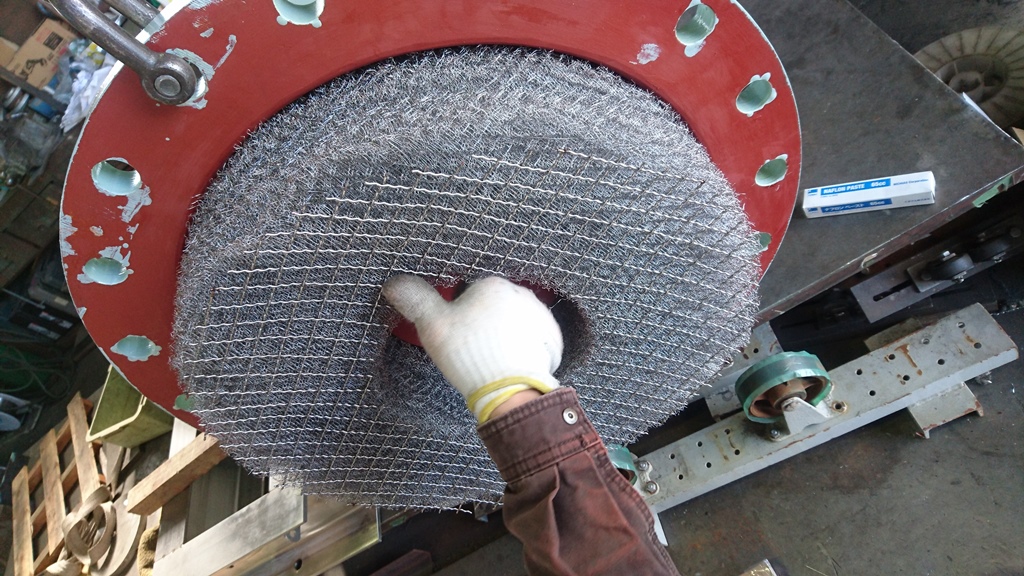
【リボン羽根 リボン型撹拌翼】
リボン型の撹拌翼です。液を上下に均一に撹拌する事が出来ます。
小型の容器で実用約6Lの容器です。
容器と羽根が接触してはいけないので、精度が求められる製品でした。
また、内缶・外缶とも耐圧仕様で溶接も機械加工も厳しい条件の中施工されました。
【資材置き場/混合栓】
238坪あります。
三本ロールで曲げ加工をしています。パンチングの板なのですが、急いでいる時は、自社で曲げ加工もします。

錆びてしまった蒸気の配管をSUSに変更する工事がありますので、その時に、混合栓も新しいものと取り替えます。
取付けて配管の漏れや、お湯の温度を確かめて、工事完了です。
こちらのダイヤフラムポンプは、送液能力が下がってしまった為、新しいものと交換します。
屋外なので、材質もステンレスに変更しました。配管が少し変更になってしまいましたが、試運転も問題なしで入替え工事完了です。
高さ調節が必要だった為、ステンレスで架台を作り直し、そこに固定しました。
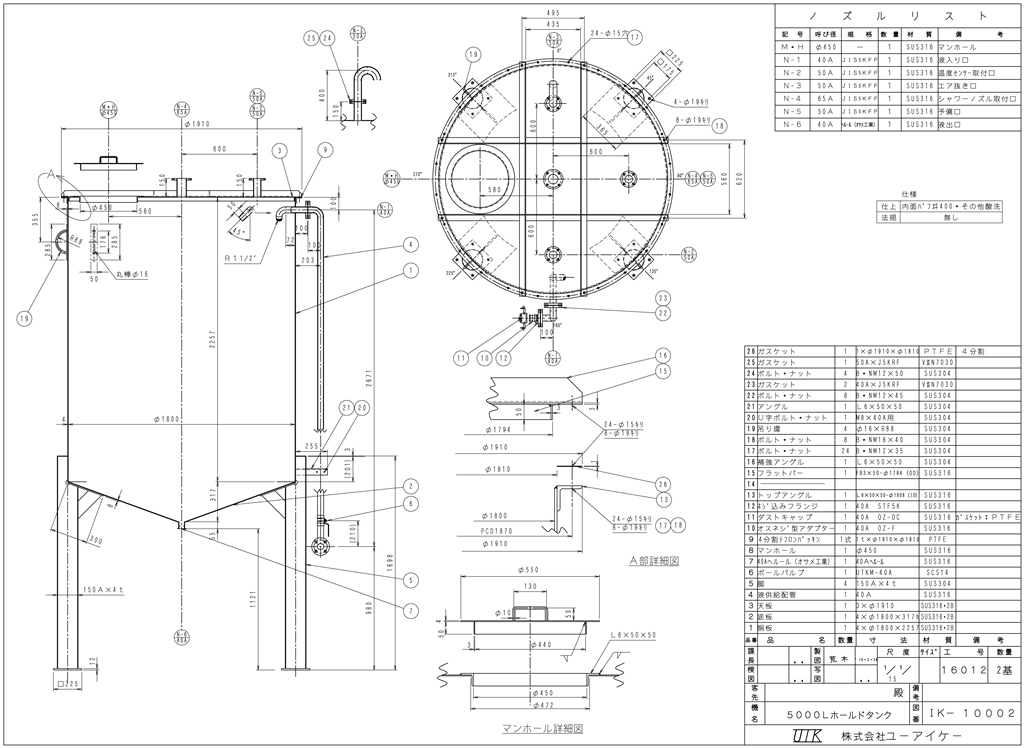
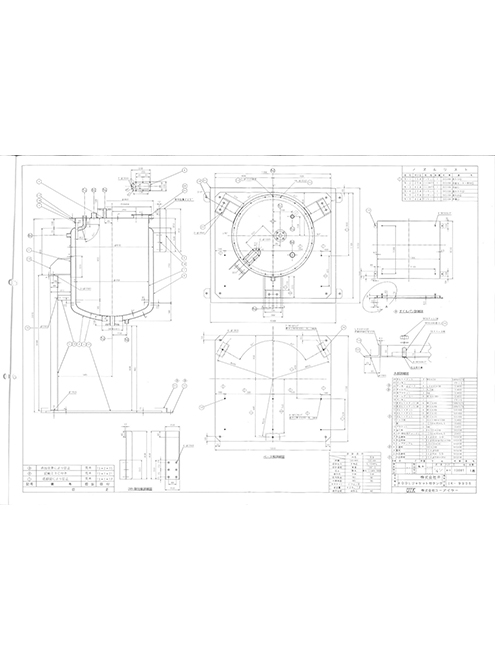
【5000リッター中間貯蔵タンク】
| 材質 |
SUS316L |
| 寸法 |
内径φ1800×全高2500 |
| 設計圧力 |
ー |
| 仕上げ |
バフ研磨#400 |
| 使用温度 |
ー |
| 適用法規 |
ー |
| 特記 |
ー |
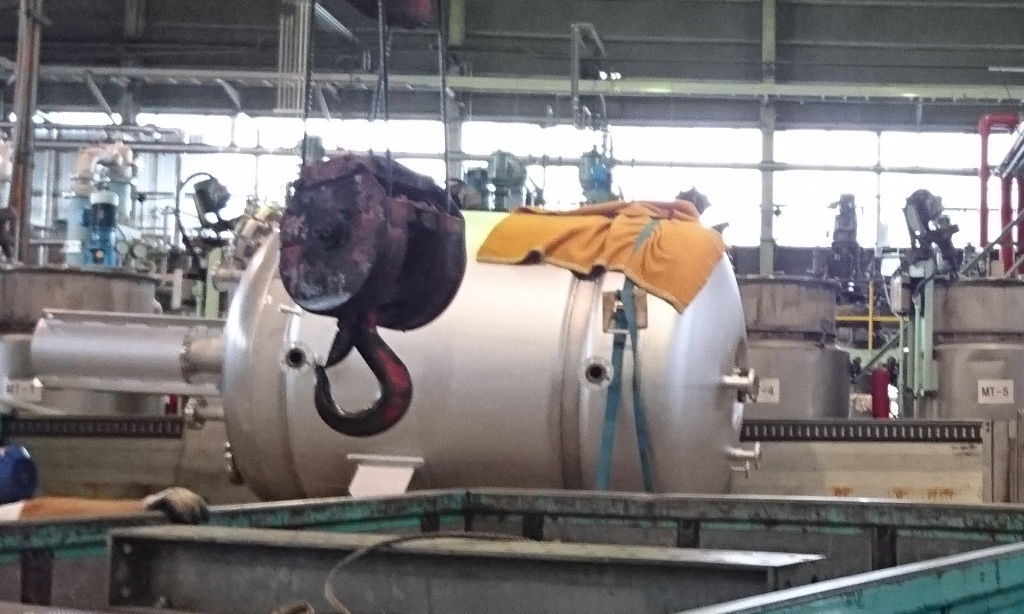
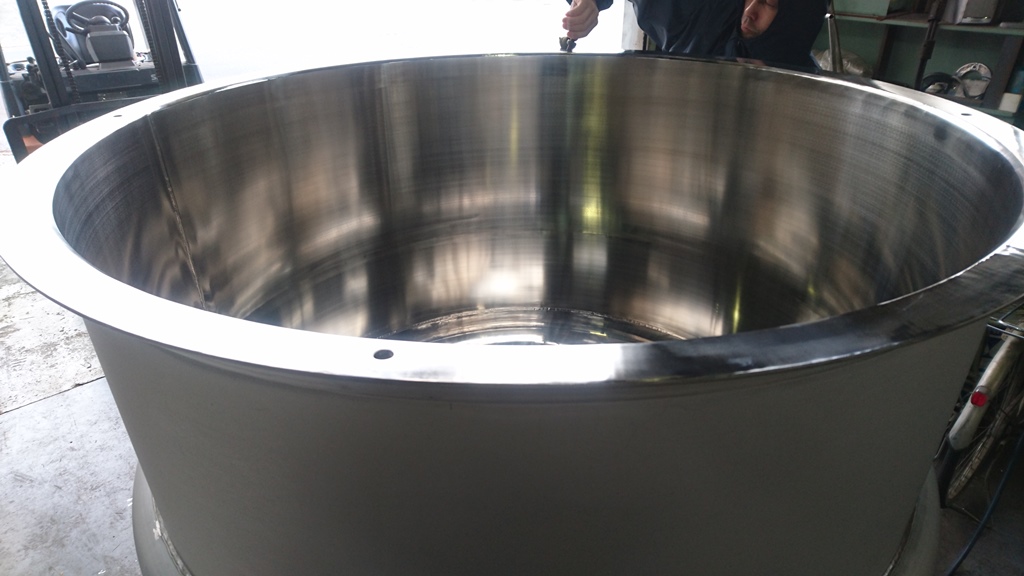
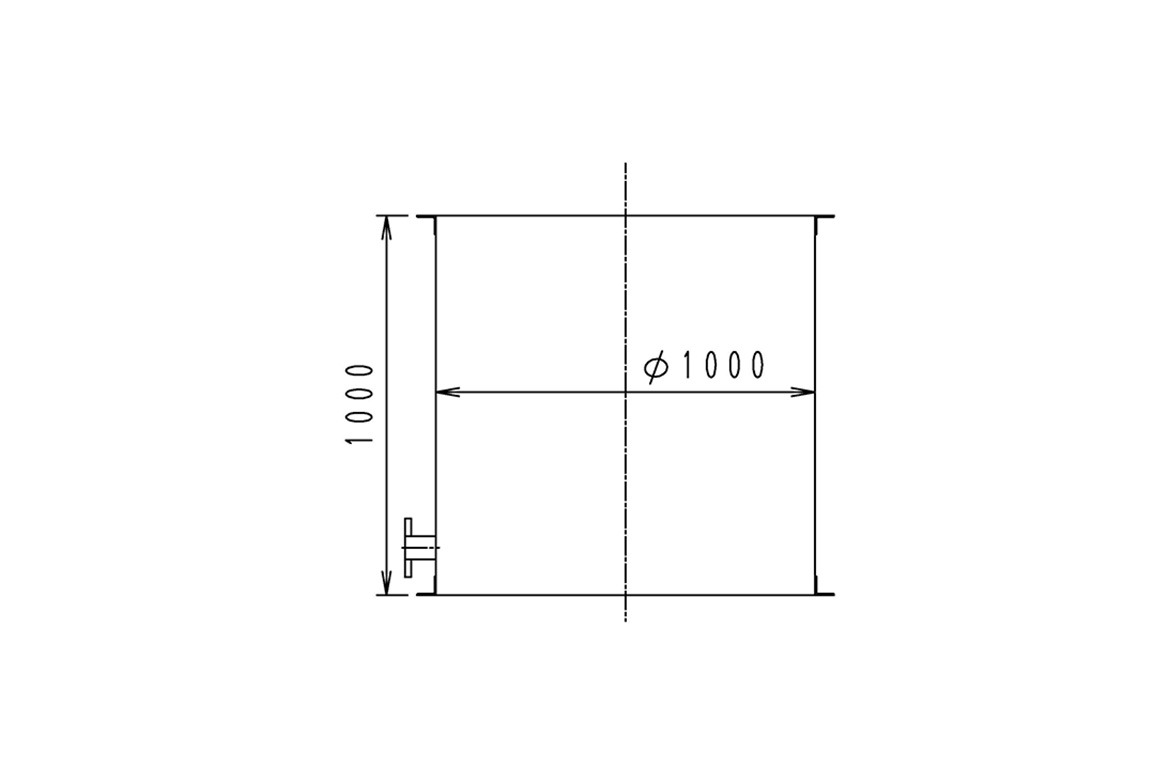
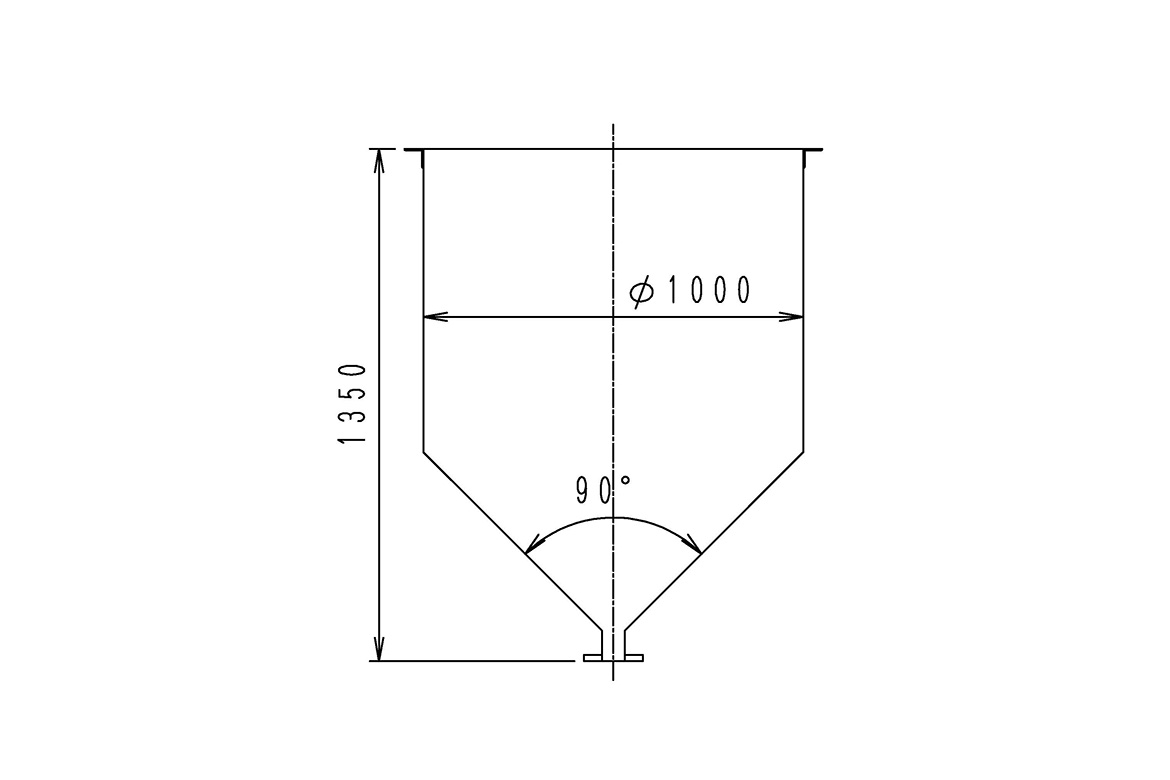
本体、内径φ1800×2500hと迫力のある大きさです。形状は円筒型で、下部は円錐です。
脚部から最上部まででは、4600mmにもなります。撹拌機が無くシンプルな構造です。

梯子部分です。

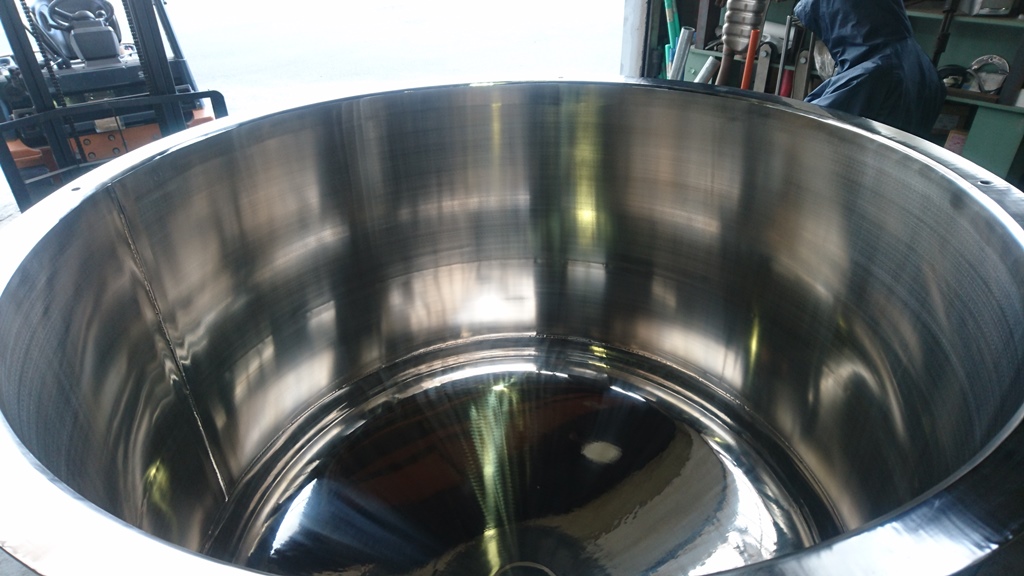
こちらはタンクの下の部分、円錐です。二分割の材料を溶接し、大きな板を作り、曲げ加工します。鏡板やプレス仕上げを行っている、専門の加工会社に依頼した物です。

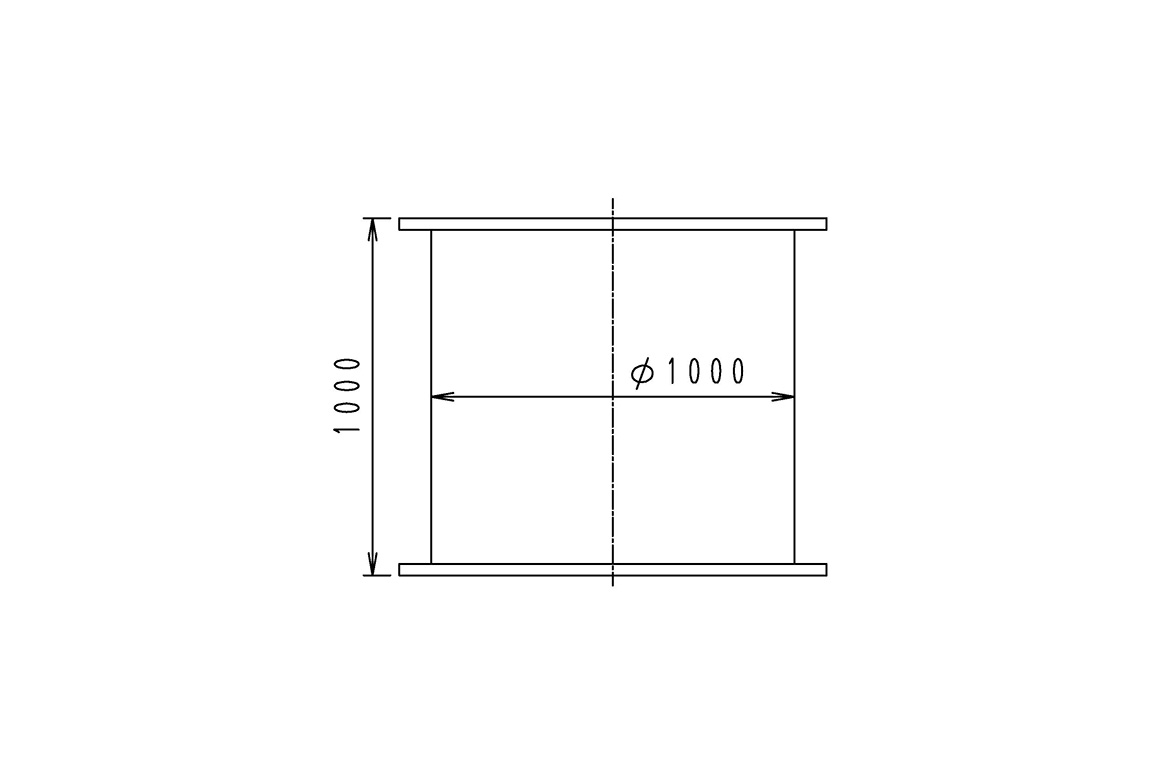
胴板です。この大きさの材料は、通常2分割で仕入れるのですが、溶接して繋ぎ合わせる場合の工賃と、大型の素材を特注した場合の見積りを、比較しました。
結果、一体物を仕入れました。価格が高く、材料の納期もかかりましたが、溶接の時間を減らせたので、加工費用を抑えられます。ケースバイケースで毎回同じ様にはなりませんが、仕入れ価格と工賃の比較は欠かせません。
こちらはタンクの蓋板です。レーザーで注文した形に仕上げてから納入されるので、作業時間が省略できます。ボルトの穴までしっかり空いています。

胴板の内面をバフ研磨しています。溶接して組み立てた後に、仕上げの研磨をしますが、事前にある程度の所まで磨いておきます。
タンク本体の、胴板・円錐・当て板などの溶接が終わり、脚の位置を合わせています。
脚と本体を溶接しています。立てるとスペースを取りません。
内面バフ研磨、酸洗を終えて、水張りテストに合格し出荷です。
ユニックを使い、丁寧に起こします。クレーンでの作業ですので、吊っている時に注意する事が沢山あります。

位置やタンクの水平など、製品に十分気をつけなくてはいけません。
詳細

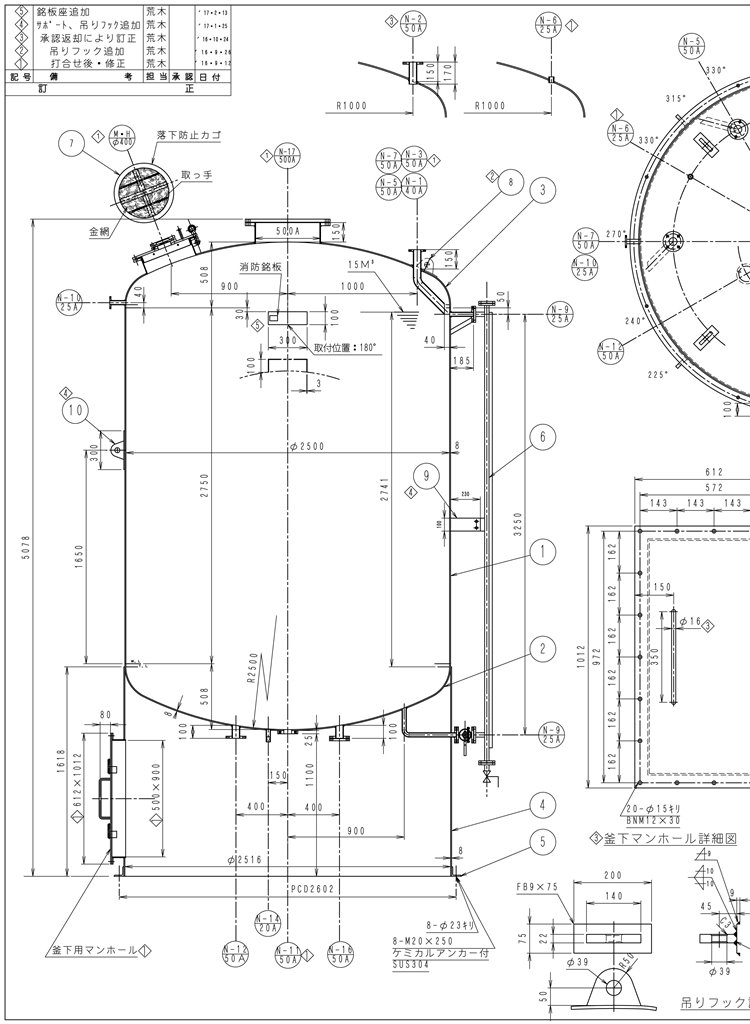
【SUS15000L貯蔵タンク】
| 材質 |
SUS304 |
| 寸法 |
内径φ2500×全高5000 |
| 設計圧力 |
ー |
| 仕上げ |
ー |
| 使用温度 |
ー |
| 適用法規 |
政令20号タンク |
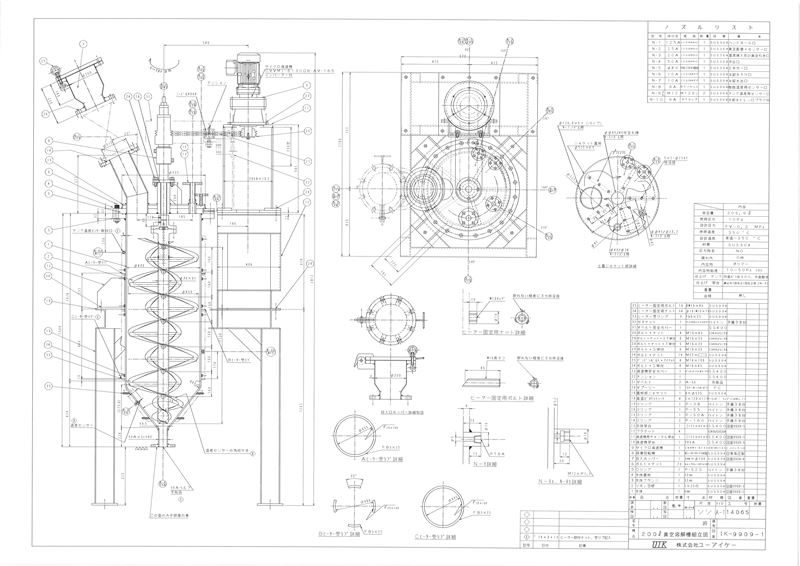
【タンク加熱用ヒーター】
| 材質 |
ー |
| 寸法 |
ー |
| 設計圧力 |
ー |
| 仕上げ |
ー |
| 使用温度 |
ー |
| 適用法規 |
ー |
| 特記 |
ー |
ヒーター付のタンクです。蒸気用にジャケット式で途中まで作っていたのですが、
お客様からのご要望で、ヒーター式に変更しました。
蒸気では使用温度まで上がらないので、急遽変更されたようです。
胴板部分も取り付けています。

電熱ヒーターを、セメントで囲っています。グラスウールを巻き、仕上げはSUSラッキング。
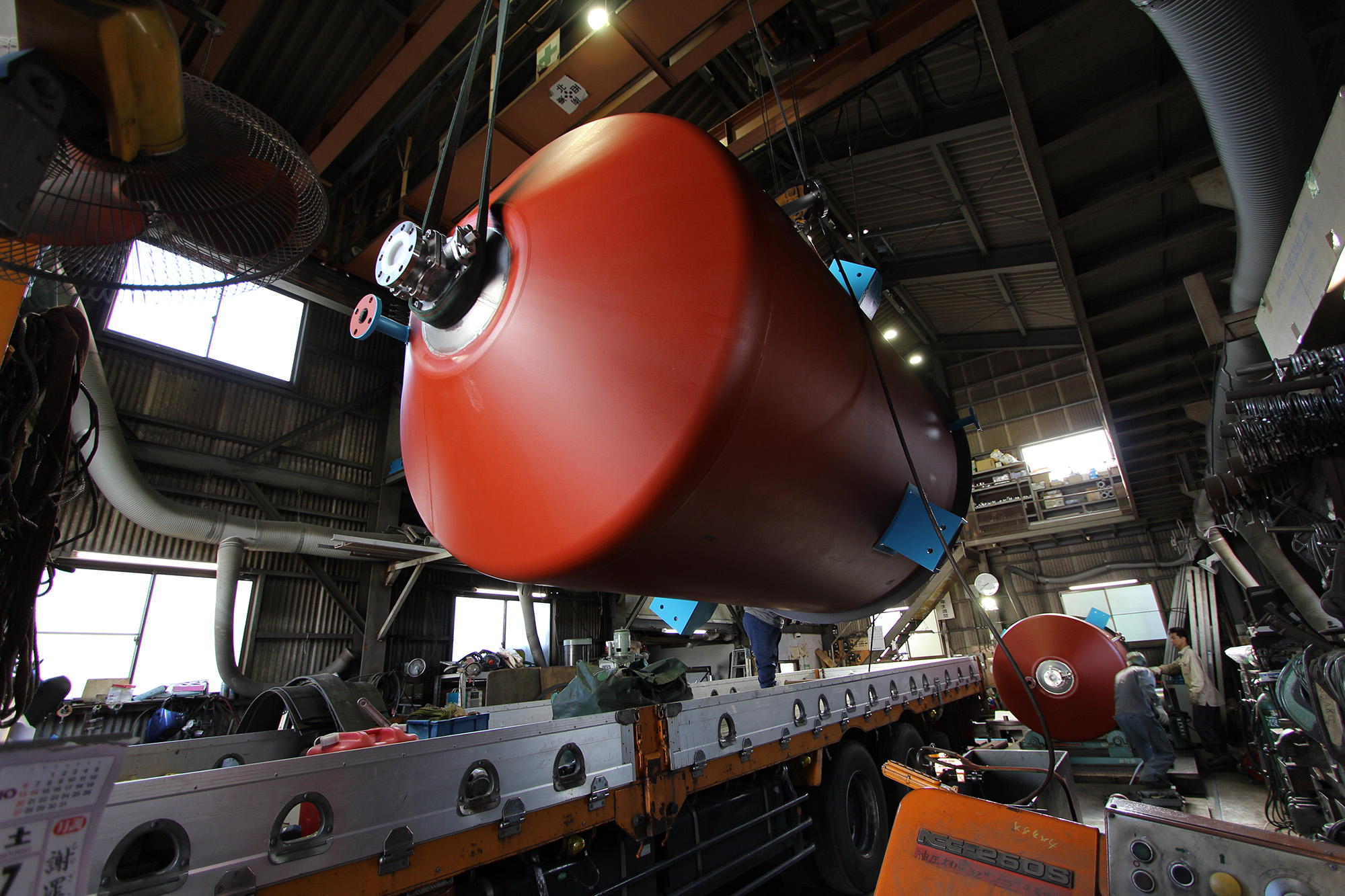
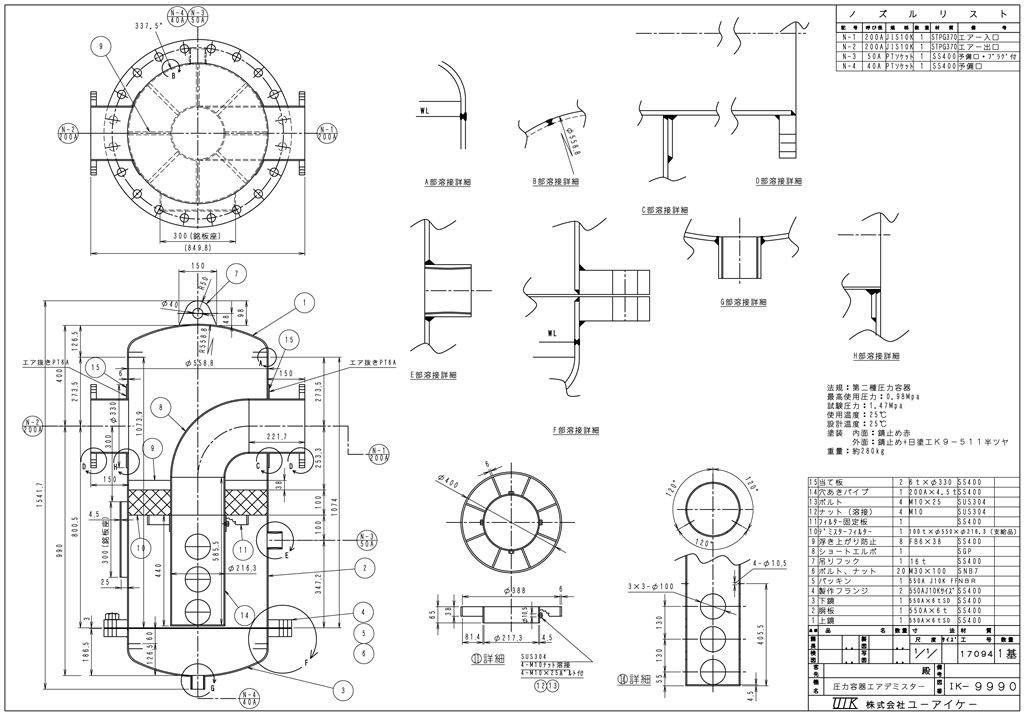
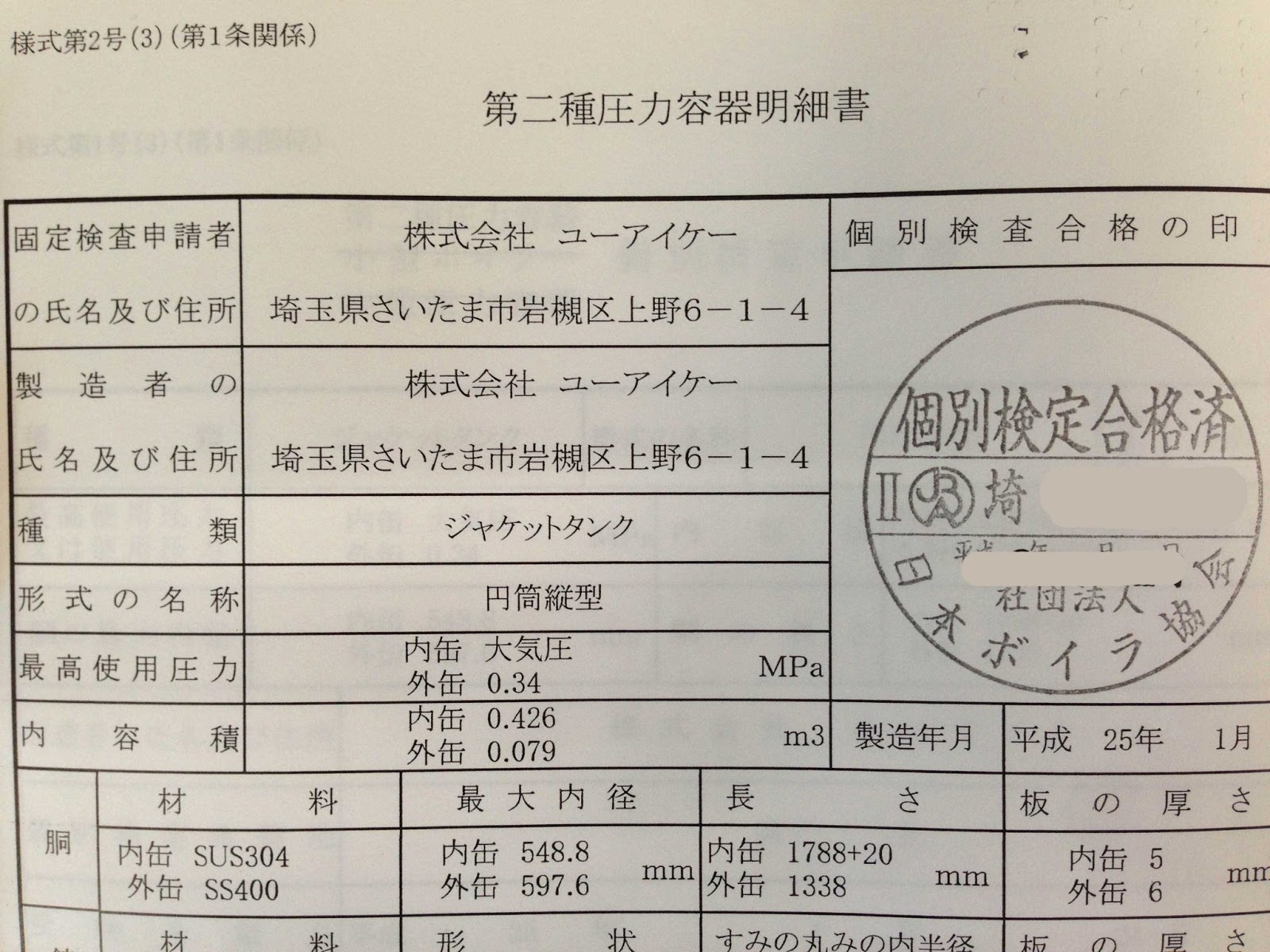
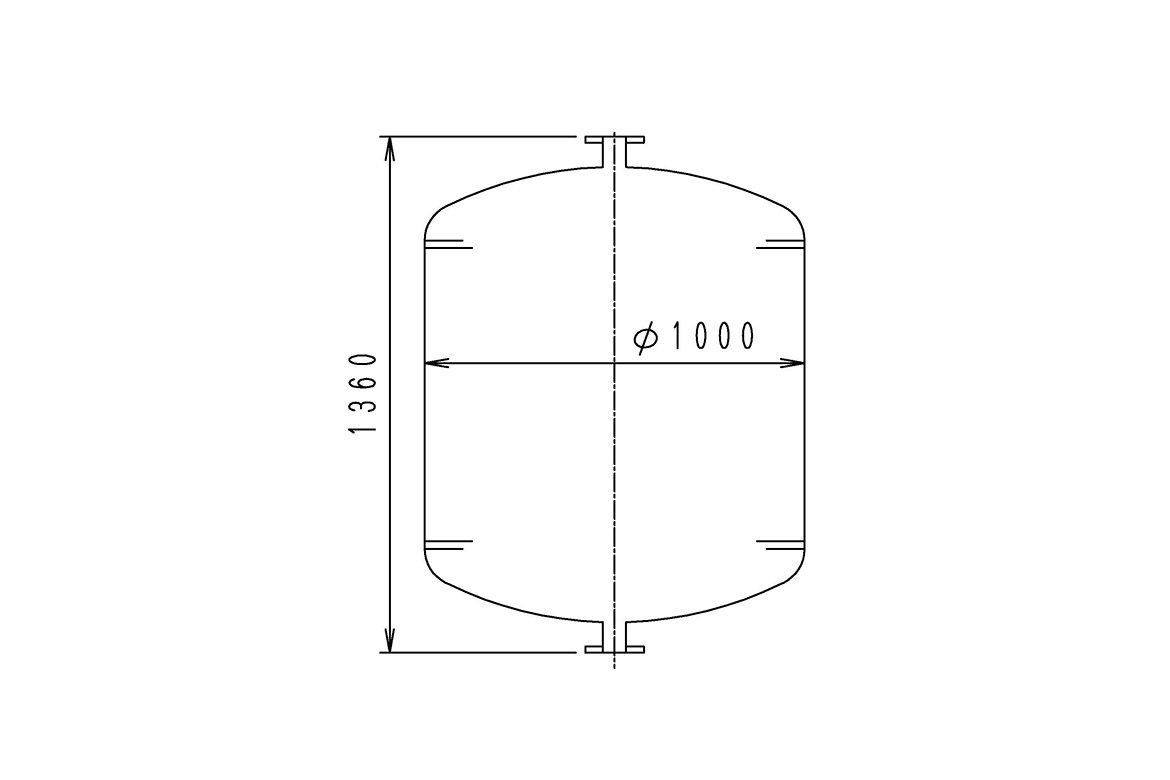
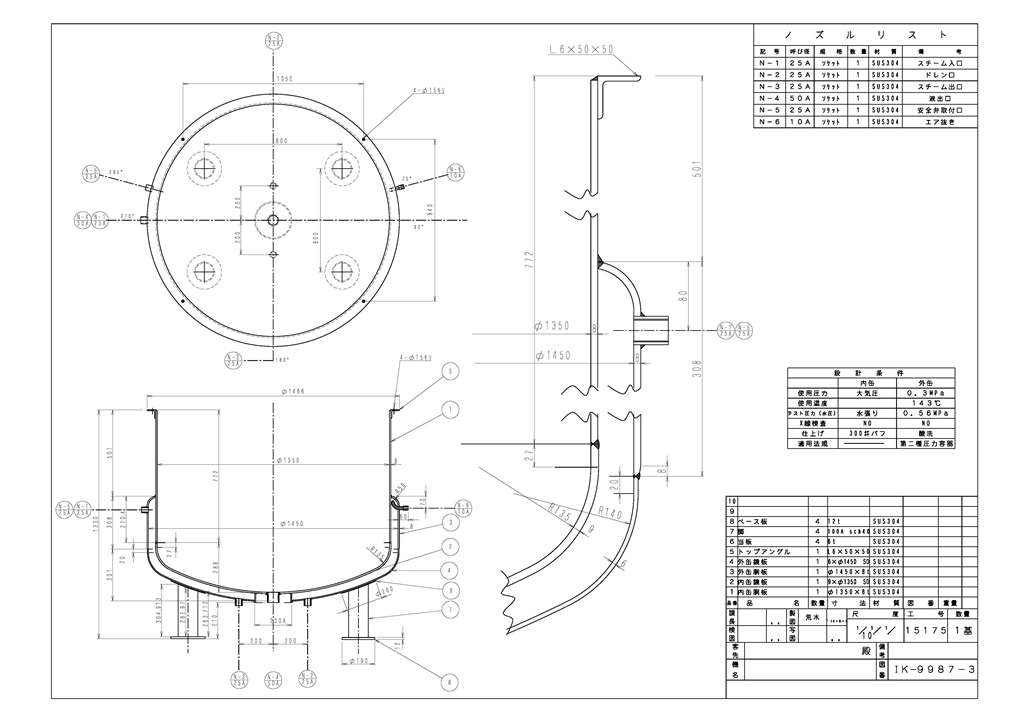
【第二種圧力容器1000L輸送容器】
| 材質 |
ー |
| 寸法 |
ー |
| 設計圧力 |
ー |
| 仕上げ |
ー |
| 使用温度 |
ー |
| 適用法規 |
ー |
| 特記 |
ー |
化学品や原料の移送に使用するようです。上部のノズルからエアー圧を入れ、サヤ管を通して外に押し出します。上部のノズルから、出し入れが出来るように設計されています。

こちらのコニカルドライヤーは、バフ研磨が終わり、立ち合い検査を受けました。とても丁寧に研磨が仕上がっています。